


History of the Needle and Needle Making
The following narrative was original researched in 2011 and was published in the book My Avery Needle Case Collection by Terry
Meinke in April 2012. No changes have been made other than dividing it into sections to make it easier for individuals to access
the information they are interested in. The sections are:
Early History
English History
19th Century Needle Making Steps
W. Avery & Son Needle Factory
Summary
Early History
Avery collectors often become obsessed with their collections and the thrill of obtaining new and unusual needle cases. As a result, they often forget that without the needle there would be no needle case. Thus, what follows is a short history of the needle focusing especially on needle making during the Victorian period.
The needle is one of the earliest tools made by humans, its use dating back to the Stone Age. Initially, people made needles out of bone and used them to pierce animal skins so that thin strips of hide could be threaded through the holes and tied together to form simple garments. At a later date, an eye was added to the needle so that the piercing and threading could be done simultaneously. The Bronze and Iron Ages saw the invention of the first metal needles, and since then the basic form has changed very little. These early needles were made by hand by a local blacksmith who would make just enough to supply his family, friends, and neighbors. Sheet iron, cut to a specific length, would be hammered and rolled to obtain the correct thickness. One end would be filed by hand to form a point and the other would be flattened and then punched through to make the eye. Although early metal needles may have been crudely made, they were sufficiently precise to produce exquisite embroidered works, such as the Bayeux Tapestry, which was completed in 1077 to commemorate the Norman Conquest of Britain. In the Middle Ages the city of Nuremberg, in what is today Germany, became one of the leading trade centers in Europe because of its location on the route from Italy to the north. Many highly skilled craftsmen lived and worked in the city producing elaborate armor, swords, and other implements made of various metals including steel and brass. Nuremberg is likely to be the city where medieval needle making was perfected.
English History
Some historians think modern needle making reached England in the 16th century, introduced by Flemish, Spanish, or even East Indian craftsmen. Others say it arrived in 1565 when Elias Krause, a needle maker from Aachen, Germany, moved to Whitechapel, in the heart of London which then became an early needle-producing center. Whitechapel later became infamous during the Victorian period as the haunt of “Jack the Ripper.” In 1656, roughly 100 years after needle making was introduced, Cromwell granted a charter to London’s needle makers, who formed a guild known as the Worshipful Company of Needlemakers. The intent of the guild was to provide guidelines and structure to the industry, establish rules for apprenticeship, and impose fines for breaching guild regulations, all necessary to ensure the production of high-quality needles. The guild’s rigidity, however, actually suppressed creativity, prompting some of its most innovative men to leave the area.
The first record of a needle made in the Redditch area was in 1639. Early needle making was a “cottage industry,” the term used to describe production that occurred in a person’s home as opposed to in a factory or mill. Needle making spread rapidly, by the 1770s becoming the most popular occupation in the town and surrounding area. Men, woman, and children, often entire families, would be engaged in some form of needle making, including the production of fish hooks and fishing tackle. After all, what is a fish hook other than a needle with an extra barb bent into the shape of the letter “J”! Due to this specialization, the Redditch area soon became famous for its needles and fish hooks. In the 18th century people converted corn or flour mills on the Arrow River so that water power allowed some of the production processes to move into a factory environment. Two and a half million needles were made each week in the needle district in 1790, increasing to five million by 1825. The industry saw a number of other significant improvements during the first half of 19th century. Machines were invented to stamp and drill eyes in needles or to burnish or smooth them so that, when threaded, the eye wouldn’t accidentally cut through the thread. One man discovered that hardening needles in oil worked better than the traditional method of using cold water. Such improvements were not always welcomed by the local workers who feared the changes would reduce their wages or, worse, eliminate their jobs. On a number of occasions when the workers discovered some new process or piece of equipment, they would break into the manufacturer’s shop and destroy it. Eventually the workers accepted the changes, which not only increased production but also improved the quality of the needles and the conditions in which they worked. By 1847 the needle district produced roughly 50 million needles a week which doubled to nearly 100 million by 1862, by which time 100 manufacturers and 10,000 people worked in the industry. Redditch thrived because Great Britain had access to international markets through its colonies, becoming the world’s center for the production of needles by the turn of the century.
19th Century Needle Making Steps
While some individuals completed all of the steps necessary to produce a needle, others specialized in one or two specific areas. To get a better idea about some of these specialties, let’s look at the 1861 census for the place where William Avery lived - Headless Cross in District 1 of Feckenham Parish. There were 254 people in that section of the district; 54 households with 132 males and 122 females. Of these, 80 people were listed with occupations in the needle trades, which were as follows: 32 needle makers (19 men, 13 women, 12 children aged 15 or less), 7 needle setters (all women), 6 fish hook makers, 5 needle pointers (all men), 5 fishing tackle makers (4, all in same family), 4 needle manufacturers (William Avery, his father and two brothers), 4 needle drillers (all women), 3 needle hardeners, 3 needle eyers (all women), 3 needle straighteners (all women), 3 needle finishers (all men), 2 needle paperers, 1 needle scourer, 1 fish hook bender and 1 needle stamper.
The first step in making a needle was to cut the wire to the proper length. Prior to the mid-19th century, needle makers also had to size their own wire from steel coils manufactured in other parts of England. This was accomplished by a process called “drawing down,” which meant the worker pulled the wire through a series of progressively smaller holes in a metal block until it was the correct thickness. The worker would then measure off a piece the length of two individual needles, to make the wire easier to handle, and cut each wire separately. Since this was a time consuming process, innovative workers or manufacturers devised ways to cut several wires at the same time. By the 1850s and 1860s the wire no longer needed to be sized and came directly from the factory in coils of various thickness depending on the type of needle being made. The worker would gather a group of wires together, measure them against a steel instrument, and, with a large pair of shears, cut through the entire group all at once. This process was continued until the entire coil was cut.
Next came the straightening process, necessary because transportation in coils gave the wire some degree of curvature. After cutting, about 10,000-15,000 wires would be placed between two iron rings, 5 inches in diameter, one at each end of the bunch in order to secure the wires in place. The bundle was then placed in a furnace until each wire turned red hot. Immediately after removal from the oven, the cut wires were laid on a table where they were rolled back and forth with an iron bar until the wires were straightened by friction. Normally, the process only took a couple of minutes.
After straightening the wires, the worker took them to the pointer who was responsible for sharpening both ends. One reason the wire was intentionally cut to the length of two needles was to make it easier for the pointer to handle; needles would be split in two during a later process. The pointer would grab about two dozen of the straightened wires and roll them back and forth in the palms of his hands or between his thumb and forefinger while applying each end to a spinning grindstone until they were sharpened. As the wire hit the grindstone tiny slivers of metal would fly off, as well as stone dust. This debris accumulated in the worker’s clothing and was breathed into the lungs. Thus, pointing was considered one of the most dangerous jobs in the needle industry and as a result was the highest paid. Not only were workers exposed to metal and stone dust but they usually sat in rooms with open doors, for ventilation, which subjected them to cold drafts. Pointers’ life expectancy was short, most barely made it to the age of 30, often dying of tuberculosis, which at the time was called “pointers rot.” Because the pointers knew life would be short, they tended to indulge in heavy drinking and loose morals. In addition, pointers were most likely to destroy innovative equipment created to reduce their exposure to harmful elements. They firmly believed if their working conditions improved their wages would be lowered. It wasn’t until the mid-19th century that they finally accepted water-powered fans that, when placed over the grindstone, removed most of the dust and metal debris.
After pointing, the sharpened wires could be stamped and punched, a two-step process that flattened the center and created the impression necessary for punching through the eyes. A kick stamp was used for the first part of the process. Each pointed wire was placed between two dies which contained the stamp. Then an operator would place his foot in a stirrup that would raise a hammer into the air which, using gravity, impressed the shape of the head into the wire, including the indentations for the eyes and the mark where the two needles would later be separated. A second operator would place the stamped wire under another machine, a fly press, which would double punch the eyes into the wire. Workmen could stamp or punch out about 5,000 wires or 10,000 needles per hour, since each wire formed two needles, 20 times more than when done by hand.
The next step was to smooth the rough edges around the needles using a file. Women and children usually performed this task working at home. First, children prepared the stamped and punched wires by “spitting” them to make them easier to handle. The term “spitting” simply meant threading an extra fine piece of wire through each needle’s eye until a handful of needles were all strung together. Unless this was done each wire would have to be handled separately, and the filing process would take much longer to accomplish. Then a woman would fasten the threaded wires to a wooden board or steel plate and file off the rough edges. The final step involved breaking apart the two needles, removing any residual bits of metal, and smoothing out the heads and insides of the eyes.
At this stage, the needles would be soft and would bend when touched; therefore they needed to be hardened. The hardening process included quenching and tempering, scientific terms for processes that create chemical changes in metal to strengthen it. Quenching involved placing the needles in a furnace until they were red hot then dropping them in oil to cool them quickly. However, quenching made needles brittle, so they had to be tempered by placing them in pans on a very hot surface, slowly reheating them, and then allowing them to cool gradually. Any stray needles that became crooked as a result of the hardening process were straightened manually.
Quenching and tempering left the needles stained and dirty, and many had tiny scratches that made them unusable, so in the final step, workers cleaned and polished the needles, in a process known as “scouring.” About 50,000 needles would be spread out, wrapped in loose burlap, and sprinkled with a mixture of oil, soft soap, and emery powder. These bundles were then tied and arranged with other bundles in scouring beds in a mill. Water power generated motion in a runner placed on top of the bundles which caused the emery powder and soap to filter back and forth, scouring the needles. This process was repeated a number of times because the amount of scouring determined the quality of the needles. Average needles, called “Commons” were scoured only for a day. The best or finest needles, called “Brights,” were often scoured for a week. After scouring, workers washed the needles in hot water and tossed them in a barrel of sawdust to dry.
At this point the finished needles needed to be separated, sorted, and packaged, then distributed for sale. Workers inspected the needles, and any with flaws were sold as scrap or used to make gun barrels. Needles merely missing their heads could be sold to cabinet makers to use as tiny headless nails in detailed work or for making picture frames. Flawless needles were placed in a tray and shaken back and forth until they were all positioned in the same direction, then counted out in batches of 25 and wrapped in paper. Children worked cutting out labels to paste on the packets which were now ready for distribution.
W. Avery & Son Needle Factory
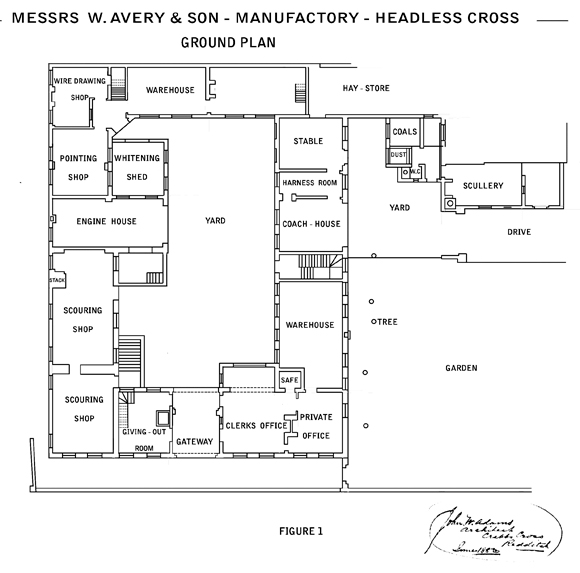
The W. Avery and Son manufacturing premise is an example of a late Victorian needle factory. It was located in Headless Cross, not far from William Avery’s manor house on Birchfield Road. The ground plan, documented in June 1883, has been recreated since the original was too badly folded to reproduce in this book. The rectangular building of the premises enclosed a roofless central courtyard. The interior contained separate rooms for wire drawing, pointing, and scouring, processes that usually took place in a factory environment. Since the building was not located on a river, power was supplied by a large engine room placed between the pointing shop and scouring shop. The premises also included several warehouses, a giving out room, a clerk’s office, a private office, and a room for the safe. Entrance to the facility was through a gateway and there were rooms designated as the stable, harness room, and coach house, as well as an area for storing hay which the owners, managers, or guests could use for their horses. A coal shed and W.C. were at the back of the building, as well as a scullery, presumably where the workers could eat their meals and clean their dishes. A large garden occupied one side of the building.
The complex process for manufacturing needles involved numerous steps that had to be completed in a specific order, and each needle passed through many different hands on its way to becoming a finished product. However, because of specialization, a person who performed the same repetitive task every day, hour after hour, quickly became proficient. This assembly-line approach--in a factory setting, using machinery invented during the Industrial Revolution-- increased worker productivity. A group of workers, each excelling at one or two tasks, could work faster than a single worker skilled in all steps of the entire process. However, with progress came a down side. Imagine having to spend hour after hour, day after day, month after month, year after year, doing the same task, straightening, or pointing, or stamping, or hardening, or scouring, or packaging thousands of needles!